Elektrické svařování je způsob upevnění kovových výrobků mezi nimi ohřevem. Fyzika procesu je jasně ukázána na obrázku 1.
Jak víte, pro trvanlivé a spolehlivé upevnění dvou částí je vyžadován vysoký tlak. Pomocí roztavení povrchů upevněných výrobků je však možné dosáhnout vzniku intermolekulárních gravitačních sil, které budou udržovat části ve spojce bez použití významných tlaků. To je založeno na principu elektrického svařování.
Jeho velkou výhodou oproti ostatním druhům upevnění dílů je, že materiál švu je stejný jako materiál výrobků, a proto je design integrální a má stejné výkonové charakteristiky v celém svém objemu.
Obrázek 1 - Proces svařování
- Fyzika procesu
- Svařovací přístroje transformátorového typu
- Svařovací stroj invertorového typu
- Svařovací přístroje pro usměrňovače
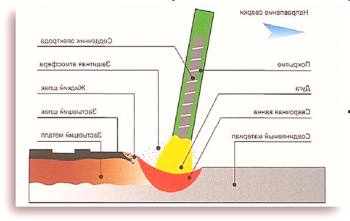
Fyzika procesu
Pro zahájení vaření je nutné připojit jeden kabel svářečky k výrobkům, které mají být utaženy, a další vodič s elektrodou by měl být přiveden na místo svařování.
Světlo vyzařované během procesu svařování není ničím jiným než korunováním ve vzduchové mezeře mezi elektrodou a výrobkem. V okamžiku poruchy je vytvořen elektrický uzavřený okruh (obrázek 2): napájení; elektroda; spojky a zdroj energie - což je důvod pro spalování elektrického oblouku.
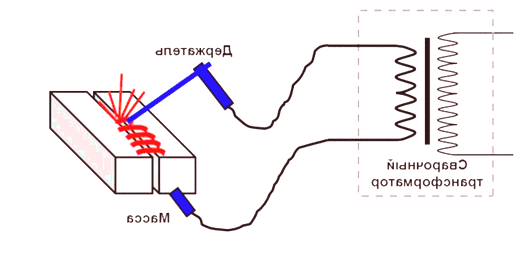 Obrázek 2 - Uzavřený okruh vytvořený během svařování
Obrázek 2 - Uzavřený okruh vytvořený během svařování
Úhel mezi elektrodou a elektrickým obloukem by měl být přibližně 80 stupňů, ale může se lišit v závislosti na specifikách součástí.
Pro zapálení oblouku je možné použít periodické klepání elektrodou na materiál dílu nebo jeho trik. V takových okamžicích je jiskra a teplota ve vzduchové mezeře stoupá, je zde porucha. V počátečním okamžiku není oblouk stabilní. Množství elektrického proudu je nutné regulovat pomocí svařovacího přístroje tak, aby hořel bez hašení.
Svářeč transformátorového typu
Nejprve je svařovací stroj nejběžnějším spouštěcím transformátorem zobrazeným na obrázku níže.
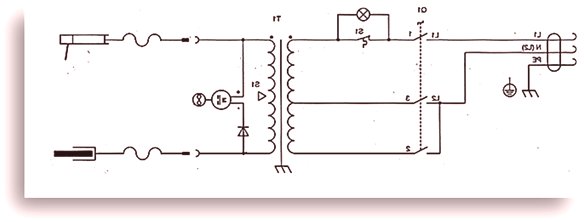
Obrázek 3 - Elektrické obvody svařovacího zařízení typu transformátoru
Jak je patrné z obr. 3, napětí přicházející ze sítě (220 až 380 V) je převedeno na nižší transformátor o nižší hodnotu, aby se získala dostatečná hodnota elektrického proudu na elektrodě. Požadovaná hodnota proudu závisí na průměrech průřezů elektrod použitých při svařování. Přibližně je to 20-30A. v elektrodě o průměru 1 mm.
Aby se dosáhlo požadované hodnoty elektrického proudu, je transformační koeficient řízen změnou počtu otáček nebo pohybem jádra transformátoru. Pomocí stabilizačních, regulačních zařízení a filtrů na vstupu aVýstup transformátoru eliminuje okamžité skoky napětí potřebné pro stabilní spalování oblouku bez vyblednutí.
Takové zařízení se vyznačuje svou jednoduchostí výkonu a dlouhou obsluhou. Existují však určité situace, kdy je jejich pohodlné používání obtížné. Například s nestabilním napětím v síti, když nepřesahuje 170V. elektrické svařování je nemožné. Podobně u takových zařízení je elektrický oblouk proměnná, a tudíž velmi těkavá. S takovou šelmou mohou pracovat pouze takoví jistí svářeči se zkušenostmi.
Svařovací stroj invertorového typu
Vzhledem k vývoji technologie polovodičů, která značně zjednodušuje život a zároveň zlepšuje kvalitu prováděných prací, prošel svařovací stroj nějakými změnami a stal se zařízením s poměrně komplikovanou vnitřní architekturou zvanou svařovací střídač (obr. 4).
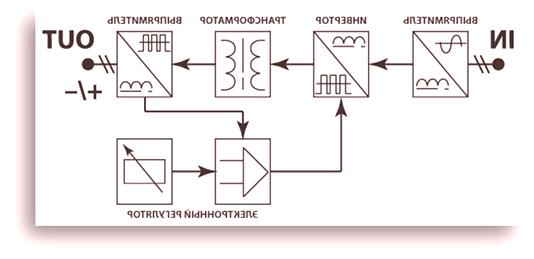 Obrázek 4 - Blokové schéma svařovacího střídače
Obrázek 4 - Blokové schéma svařovacího střídače
Principem takového zařízení je, že usměrňovač se pohybuje ze střídavého napětí na konstantní. Poté se narovnaný signál dostane do střídače, kde opět prochází transformací, ale v opačném směru a opět se stává variabilní s vyšší frekvencí. Taková transformace umožňuje použití vysokofrekvenčního transformátoru v mnohem menším rozměru ve srovnání s transformátory vypočítanými při 50 Hz.
Po transformátoru je střídavé napětí opět narovnáno a v této formě vstupuje do elektrody. Svařování trvaleproud je stabilnější, a proto šev jde mnohem lépe a je s ním mnohem snadnější manipulovat.
Svařovací invertor neustále monitoruje velikost proudu a napětí a plynule reguluje a filtruje. To umožňuje jeho plynulé a přesné změny v širokém rozsahu hodnot.
Svařovací přístroje pro usměrňovače
Svařovací usměrňovače se používají poměrně často (obr. 5). Tato třída zařízení představuje něco mezi svařovacím transformátorem a svařovacím měničem. Neexistuje žádný přechod ze standardní frekvence sítě na kmitočty podle pořadí jejich velkých. Na výstupu svařovacího transformátoru je však usměrňovací můstek, který umožňuje svařování pomocí DC.
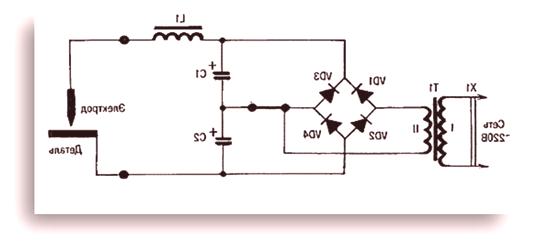 Obrázek 5 - Usměrňovač svařování
Obrázek 5 - Usměrňovač svařování
Uvažované systémy neuvádějí celou škálu dosud realizovaných možností. Každý svářečský stroj se může pochlubit svým vrcholem a tím i změnami provedenými jeho vnitřní elektrickou architekturou. Kromě toho vývojáři neustále doplňují svařovací stroje automatizací, což umožňuje během svařování přestat se starat o vyblednutí oblouku a zcela se věnovat procesu. Psát komentáře a doplňky k článku.