Obsah:
Profilové trubky se při montáži plotů často používají při stavbě kovových konstrukcí, při stavbě skleníkových rámů, při výrobě sloupů nebo forem vystavených vibracím. Trubky jsou čtvercového a obdélníkového průřezu, někdy oválné. Naučte se svařovat profilové trubky, aby byl výrobek silný a krásný.
- Co je profilové potrubí
- Svařování elektrickým obloukem
- Výběr elektrod
- Svařování plynem
- Kontaktní svařování \ t
- Užitečné tipy
- Videa
Co je profilová trubka
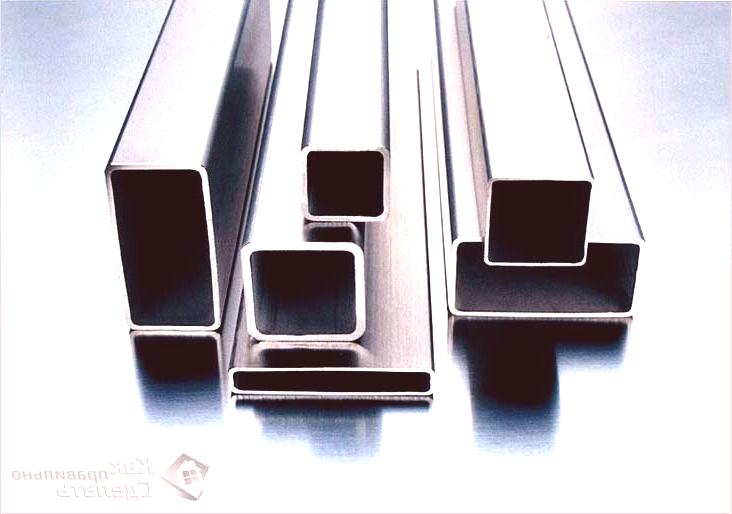 Profilové trubky
Profilové trubky
Profilová trubka je druhem válcování kovů, je vyrobena tvářením z kruhové trubky. Po deformaci se odstraní tepelné namáhání kovu. Materiálem výrobku je uhlíková ocel nebo nerezová ocel. Průsečík trubek se pohybuje od 10? 10 mm do 500? 400 mm. Tloušťka jejich stěn je od 1 do 22 mm. Takové trubky mají významné výhody:
- Velký výběr velikostí umožňuje vyzvednout materiál pro jakoukoliv kovovou konstrukci.
- Standardní velikosti usnadňují spoje dílů.
- Rovnoměrná tloušťka trubky umožňuje provádět spolehlivý šev.
- Hladký povrch výrobku.
- Hmotnost trubky je menší než celková válcování kovů,design je jednodušší.
Před svařováním profilové trubky je třeba vzít v úvahu doporučení odborníků na technologii práce. Pro svařování ocelových trubek používáme známé druhy svařování: elektrický oblouk, plyn, kontakt a poloautomat. Podívejme se podrobně na to, jak vařit profilovou trubku s každou z uvedených metod.
svařování elektrickým obloukem

Snadnost použití a kvalita švu, stejně jako schopnost používat obloukové svařování pro práci na těžko přístupných místech, tuto metodu velmi poptávala. Použití pro výrobky s tloušťkou stěny větší než 4 mm vyžaduje přípravu hran. Svářecí stroj, který může být pronajat, pokud ho nemáte, bude vyžadovat jeho provoz.
Profilová trubka je svařena různými způsoby: dovnitř, krajkou, tamerovým spojem nebo pod jakýmkoliv úhlem. Kvalifikovaní svářeči doporučují spodní část švu, ale musíte se zaměřit na vlastní podmínky, můžete použít vodorovný nebo svislý šev.
Pro práci bude zapotřebí:
- svařovací stroj;
- elektrody;
- ochranná maska a rukavice;
- kování pro upevnění trubek;
- brusný papír a kovový kartáč.
Volba elektrody
 Elektrody
Elektrody
Kvalita spoje závisí na tom, které elektrody vaří profilovou trubku. Elektroda s malým průměrem neposkytuje tuhost švu a nadměrná tloušťka vede ke spalování potrubí. Příslušná elektroda by měla udržovat stejné spalování oblouku ainterferují s oxidačními procesy.
Profilové trubky stejného průměru jsou svařeny neuzavřenými elektrodami s použitím argonu jako ochranného plynu.
Volba průměru elektrody závisí na velikosti stěn potrubí. Pro tenký kov do 2 mm bude elektroda fit? 1,5 mm, pro tlustší kov ve 2-3 mm potřebujete elektrodu? 2 mm Pro kov větší tloušťky? 4-6 mm potřebují elektrodu? 4 mm
 Montáž svařovacího stolu
Montáž svařovacího stolu
Podrobnosti pro svařování jsou upevněny na speciálním stole nebo pro tento účel zhotoveny. Z nich je nutné odstranit nečistoty a maziva. Provádí se bod spojení kovu, aby byla konstrukce zajištěna. Po zarovnání se provede hlavní proces. Svařovací oblouk je poháněn rychlostí, která umožňuje, aby se hrany roztavily, ale kov nemá čas dostat se dovnitř.
Neexistuje žádné obecné doporučení, jak správně provádět svařování, praktická volba optimální rychlosti.
U tenkostěnných trubek se svařování provádí v jediném kroku, pro spojení tlustého kovu se vyžaduje několik průchodů pro svařování všech vrstev. Zpracování okrajů umožňuje provádět několik švů a snížit napětí kovu. Režim obloukového svařování je ovlivněn: proudovou pevností, polaritou, průměrem elektrody, napětím, proudovým typem. Proudová síla se může pohybovat od 20 do 90 A, počítá se na základě tloušťky elektrody. Při práci s tenkým kovem se doporučuje konstantní proud s obrácenou polaritou.
V procesu svařováníVzniká struska, která snižuje pevnost švu a musí být pravidelně odřezávána. Po ochlazení se šev vyčistí. Místa, zahřátá na vysoké teploty, rychleji reznou, takže vyžadují důkladnou ochranu proti korozi.
Svařování plynem
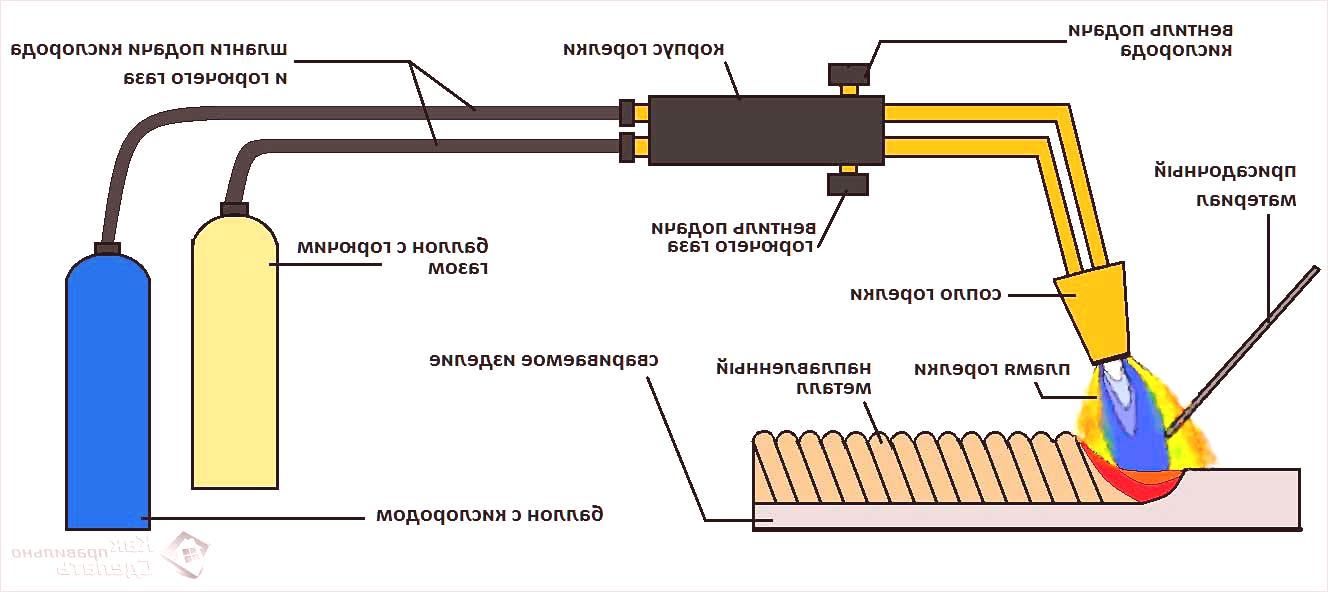
Pro práci je nezbytné:
- kyslíkový válec;
- převodovka;
- nádrž na aceton;
- přídavné tyče;
- hořáky a hroty;
- hadice pro přívod plynu do hořáku.
 Svařování kovů
Svařování kovů
Svařovaná konstrukce vyžaduje fixaci a čištění povrchu s tloušťkou kovové stěny 5 mm, přičemž se provede smyková hrana. Předběžné pokrytí svařovaných povrchů tavidlem vytvoří film, který chrání před oxidací, a učiní steh silnějším. Spalování podporuje směs kyslíku a acetylenu, což vede k roztavenému kovu, který vyplňuje mezeru. Tato metoda je méně rozšířená, protože je dražší a práce s plynovým zařízením je nebezpečnější a vyžaduje školení plynového svářeče.
Zlepšení jeho kvality umožňuje, aby byla doplňková látka vybrána speciálně pro tyto účely. U tenkostěnných trubek se používá metoda svařování "zprava doleva". Přívodní tyč se přivádí před hořák. Jednotné tavení přísad a hran umožňuje vytvořit spolehlivý a přesný šev. Zakrytí švu tavidlem vytváří film, který chrání před oxidací. Trubky se silnými stěnami spojují šev „zleva doprava“, aditivum je za hořákem. Po ochlazení je nutný ševrafinovanost Každá etapa vyžaduje ověření geometrie, při detekci zkreslení je nutné návrh přizpůsobit.
Plynové hořáky by neměly být lépe používány pro připojení tenkostěnných profilových trubek z důvodu vysoké teploty, protože tavné a deformační hrany výrobků.
Svařování plynem je nákladnější metodou, protože nákup acetylenu je mnohem dražší než nákup obloukového svařování elektřinou. Ale v nepřítomnosti zdroje energie, to stane se nepostradatelné.
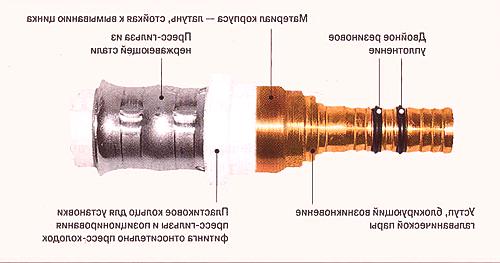
Svařování kontaktů

Tato metoda není v každodenním životě rozšířená a používají ji pouze profesionální svářeči. Používá se tam, kde je instalováno speciální vybavení. Tento složitý typ svařování se provádí v důsledku tlaku elektrod na dílu a při současném přenosu elektrického proudu. Proces probíhá bez použití přísad. Kontaktní svařování zajišťuje spolehlivé spojení hran. Plastická deformace od stlačení a krátkodobého zvýšení teploty od proudu, tvořící integrální spojení kovu.
Užitečné tipy
 Pevný rám
Pevný rám
Svařování profilových trubek vlastníma rukama má několik tajemství:
S malou zkušeností se svařovacím strojem můžete snadno svařovat potřebnou konstrukci z profilových trubek. Video s vysvětlením od profesionálních svářečů vám pomůže porozumět detailům.
Video
Toto video ukazuje, jak se provádí poloautomatické svařování profilových trubek svařovacím drátem:
Toto video není vzdělávací. Uvedená metoda umožňuje svařování spíše tenkého profilu bez schopnosti, bez hoření: