 S vynálezem v roce 1957, metoda vinylové polymerace začala používat polypropylenové zkumavky. Vzhledem ke svým vynikajícím technickým vlastnostem a nízkým nákladům nahradily klasické kovové potrubí z mnoha domácích a průmyslových budov. Od nich sbírají systémy dodávky studené a teplé vody, topení, topení. Jedinou obtížností jsou pouze pájecí polypropylenové trubky, které jsou potřebné pro jejich připojení.
S vynálezem v roce 1957, metoda vinylové polymerace začala používat polypropylenové zkumavky. Vzhledem ke svým vynikajícím technickým vlastnostem a nízkým nákladům nahradily klasické kovové potrubí z mnoha domácích a průmyslových budov. Od nich sbírají systémy dodávky studené a teplé vody, topení, topení. Jedinou obtížností jsou pouze pájecí polypropylenové trubky, které jsou potřebné pro jejich připojení.
- Vlastnosti polypropylenu
- Typy trubek
- Vlastnosti pájecího nástroje
- Technika připojení
- Svařovací proces
- Chyby v práci
- Instalační vylepšení
Vlastnosti polypropylenu
 Polypropylen je bezbarvý materiál získaný polymerací propylenového monomeru s přídavkem katalyzátorů. Vyznačuje se chemickou odolností vůči působení různých roztoků anorganické kyseliny chlorovodíkové, kyselé nebo alkalické. Materiál neabsorbuje kapalinu a má dielektrické vlastnosti.
Polypropylen je bezbarvý materiál získaný polymerací propylenového monomeru s přídavkem katalyzátorů. Vyznačuje se chemickou odolností vůči působení různých roztoků anorganické kyseliny chlorovodíkové, kyselé nebo alkalické. Materiál neabsorbuje kapalinu a má dielektrické vlastnosti.
Teplota tání je asi 170 ° C a tvrdost je asi 55 MPa. Odolává vlivu chladu až -15 stupňů, aniž by změnil své vlastnosti, přičemž hodnoty pod touto teplotou se stávají křehkými.
Vzhledem ke svým vlastnostem byl polypropylen široce používán jako materiál pro výrobu vodovodních potrubí. Polymery používané pro jejich výrobu, které nepoškozují životní prostředí a nevyžadujíspeciální recyklace. Jeho výborná přilnavost k kovu vám umožní vyrábět různé druhy kování lisováním s mosaznými niklovými vložkami se závitem.
Při zahřátí o více než 160 stupňů polymerní materiálzměkne a stane se duktilitou . A když se ochladí, vrátí svou tvrdost. Tato vlastnost se používá při spojování různých částí potrubí z plastu. Páječka (železo) se používá k provedení neodpojitelného spojení. V tomto případě se pro použití páječky pro polypropylenové trubice nevyžaduje žádná speciální znalost.
Polypropylen
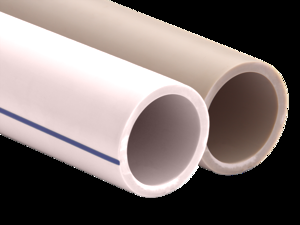
Typy trubek
Polypropylenové trubice (PAP) mohou přenášet jak studenou, tak teplou vodu. V závislosti na požadavcích na přívod vody se používají integrované nebo vyztužené konstrukce. Výztuž umožňuje snížit prodlužování teploty.

Může být splněnotěmito způsoby :
- potažené hliníkem na vnější straně trubky;
- přidáním hliníkové mřížky uprostřed struktury;
- vyztužení skelnými vlákny;
- tavením kompozitního materiálu s vláknitými vlákny.
V závislosti na typu výztuže se mírně mění pokyny pro pájení polypropylenových trubek.
To platí spíše pro zařízení používající hliník. Plastové trubky jsou označeny latinskými písmeny PN a číslem za nimi. Tato čísla představují největší tlak, který může vydržet konstrukci z nich převzatou. Ano, PN 20znamená, že tlak ve středu přívodu vody může dosáhnout 2 MPa.
Technické vlastnosti použitých typů PPR a vlastnosti jejich spojení pro vizualizaci jsou vhodně shrnuty v tabulce:
| Typ výztuže | \ tTento parametr je nejvyšší teplota vody, C0 | Stupeň deformace | Nejvyšší tlak, atm | Použití | Funkce připojení |
| bez výztuže | 60 | průměr | 1 | přívod studené vody | - |
| perforace hliníku | 70 | průměr | 1,5 | přenos horkých nebo studených médií | vyžaduje odstranění perforace před pájením |
| sklolaminát | 90 | nízká | 2 | topné systémy, teplá podlaha | nevyžaduje stripování |
| kompozitní materiál | 95 | nula | 3 | buď | doba konečného spojení je tři minuty | .
Oblast použití polypropylenových potrubí je tedy rozsáhlá. Jejich odolnost vůči korozi a vnějším vlivům, mechanická tvrdost, trvanlivost, jednoduchost instalace a nízká cena je činí populárními. Velká část z toho je usnadněna jednoduchostí spojení částí konstrukce, které poskytují spolehlivé, nedělitelné spojení. Pro srovnání, instalace celého systému s vlastními rukama trvá pět až šestkrát méně času než kov.
Trubky z polypropylenu Vidíte trubky a jejich rozdíl
Vlastnosti pájecího nástroje
 Pro svařování polypropylenových trubek není nutné zvátprofesionální, všechny operace mohou být prováděny nezávisle. Je však třeba poznamenat, že spolupráce je mnohem pohodlnější. Nástroj používaný k připojení se nazývá páječka nebo železo. Klasifikujte ji dvěma způsoby: provedení a výkonem.
Pro svařování polypropylenových trubek není nutné zvátprofesionální, všechny operace mohou být prováděny nezávisle. Je však třeba poznamenat, že spolupráce je mnohem pohodlnější. Nástroj používaný k připojení se nazývá páječka nebo železo. Klasifikujte ji dvěma způsoby: provedení a výkonem.
Navzdory konstruktivním rozdílům a mnoha značkám je princip fungování zařízení stejný. Stejně jako běžné železomají dva hlavní prvky : ohřívač a termoregulátor. Kromě toho je vazebným atributem pájení trysky. Jsou považovány za spotřební materiál a prodávají se s páječkou, jakož i samostatně v maloobchodě. Trysky jsou vyrobeny z tepelně vodivého materiálu pokrytého teflonovou vrstvou. Příloha se skládá ze dvou prvků: jeden s výklenkem a druhý s ramenem. S jejich pomocí a ohřevem vnitřního a vnějšího povrchu potrubí a armatury.
Termočlánek je umístěn uprostřed pouzdra, do kterého jsou našroubovány trysky. Pro rovnoměrné vytápění a snadné použití je jejich umístění relativně koaxiální. Když zapnete přístroj ve 220 voltové síti, termočlánek se zahřeje přenosem tepla do pájecího pouzdra. A on zase ohřívá trysky. Pomocí termostatu je zobrazena a udržována požadovaná teplota vytápění.
Jakmile termočlánek nastaví požadovanou teplotu, spustí se termočlánek a přívod napětí do ohřívače se zastaví. Když teplota klesne o dva až tři stupně, je ohřívač připojensítě.
Technika připojení
 Aby bylo možné řádně kombinovat polypropylenové potrubí, nákup páječky nebude stačit. Stejně jako v každém případě je potřeba zkušeností, takže odborníci doporučují začátečníky k první práci na vzorcích a pak pokračují v svařování hlavního designu.
Aby bylo možné řádně kombinovat polypropylenové potrubí, nákup páječky nebude stačit. Stejně jako v každém případě je potřeba zkušeností, takže odborníci doporučují začátečníky k první práci na vzorcích a pak pokračují v svařování hlavního designu.
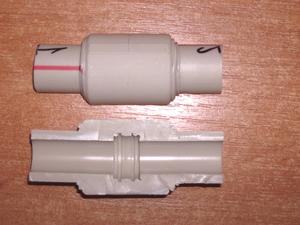
Před zahájením práceby mělo být provedeno několik přípravných operací . To platí jak pro spojovací díly, tak pro pájecí zařízení. Princip svařování je založen na tavení dvou částí a následném vzájemném fyzickém spojení až do krystalizace. Pro zajištění svarového švu je jeden ze svařovaných dílů vložen do druhého v hloubce 13 až 32 milimetrů, v závislosti na průměru dílů. Svařování dvou trubek probíhá přes montáž. Přicházejí v různých tvarech a velikostech. Každá armatura je dimenzována na určitý průměr trubky, takže při pájení je nutné dávat pozor.
Při použití vyztužené trubky s hliníkovou fólií musí být vložený konec v trysce očištěn od vrstvy. K zametání dochází mechanicky pomocí speciálního nástroje. Ale protože tento přístroj je drahý, často se používá plátěné plátno. Oni jsou spiked trubkou v kruhu k hloubce rozložení zesilovací vrstvy, a pak odříznut jeho nožem. Tento přístup vyžaduje dovednosti a zkušenosti.
Před řezem musí být detaily oříznuty na požadovanou délku, očištěny od nečistot a odmastěny. K tomuto účelu se může použít isopropyl, isobutylnebo ethylalkohol. Použití acetonu, lakového benzínu, benzínu nebo vodky není povoleno z důvodu uvolnění polypropylenu po jejich vlivu.
Průchodky před prací musí být také očištěny hadry. Je nutné dbát na integritu teflonové vrstvy, použití trysek s poškozeným nátěrem je nemožné. Proto je zakázáno čistit kovové předměty nebo brusiva. V případě silného spáleného dřeva se používají škrabky. Pro pohodlí čištění trysky se doporučuje ohřát trochu pomocí páječky.
V posledním stupni přípravy v celém průměru potrubí je označena čára označující hloubku svařované zóny. Tato velikost by měla odpovídat hloubce kování. Pak již můžete přejít přímo na svařování.
Jak dobíjet polypropylenové trubky
Svařovací proces
Po dokončení všech přípravných prací můžete přepnout na pájení. K tomu použijte šroubovák k zašroubování trysky požadovaného průměru do páječky. Z které strany je vnější nebo vnitřní část umístěna, nezáleží na tom, co je nejdůležitější, aby odolávaly jejich toleranci.

Železo pro pájení polypropylenových trubek je instalováno na rovném povrchu, zapnuté a zahřáté na 10 až 15 minut. K řádnému pájení připojenímůžete použít následující instrukcepro pájení polypropylenových trubek:
| Průměr, mm | Doba držení ve vyhřívané trysce, sek. | Doba krystalizace sloučeniny, sec. | Úplná doba chlazení, sec. | Hloubka tání, mm. |
| 20 | 6 | 4 | 2 | 14 |
| 25 | 7 | 4 | 2 | 16 |
| 32 | 8 | 6 | 4 | 18 |
| 40 | 12 | 6 | 4 | 20 |
| 50 | 23 | 6 | 4 | 23 |
Pájení polypropylenových trubek, technologie, nástroje
Chyby v práci
 Správná pájka tvoří spojení podle charakteristik, neliší se od monolitické konstrukce. DosáhnoutJe nutné nejen použít železo pro polypropylenové trubky, ale také se vyvarovat chyb v procesu ohřevu a stupně upevnění částí potrubí.
Správná pájka tvoří spojení podle charakteristik, neliší se od monolitické konstrukce. DosáhnoutJe nutné nejen použít železo pro polypropylenové trubky, ale také se vyvarovat chyb v procesu ohřevu a stupně upevnění částí potrubí.
Běžné chyby při instalacilze rozdělit do několika typů :
Instalační vylepšení
Profesionálové dosahují vysoce kvalitních svarů bez problémů dodržovat pravidla svařování. K tomu používají malé triky. Pokud jde o spojení, je důležité zachovat toleranci. Je to snadné. Tajemství stejné osy spočívá v aplikaci rovnoběžky s tenkým značkovačem nebo tužkou jak na povrch trubky, tak na fitink. Po roztavení budete muset tyto řádky pouze pečlivě zkombinovat.

Pro upevnění pájky v její konstrukcipoužíváme váženou nohu . Kvůli špatné kvalitě trysek nebo jejich nedostatečnému ohřevu však může extrakce roztavených prvků potrubí z nich vést k převrácení zařízení. Proto se doporučuje provádět svařování s asistentem, jehož úkolem jeudrží páječku pevnou.
Aby byl řez stejný , používají se speciální nůžky . S jejich pomocí je plastová trubka přesně a bez námahy řezána. Pokud je výsledek nerovnoměrný, může být zarovnán se souborem. Současně by po vyrovnání měla být trubka vyfouknuta a v případě potřeby zkosena.
Při výběru trysek by mělo být dosaženo výhody z metalizovaného teflonu. Jsou rovnoměrně vyhřívané a snadno se čistí. Pro domácí potřeby bude přístroj mít výkon 1,2 kW. Pro svařovací trubky o průměru do 50 mm bude dostačující
.Tudíž pro pájecí trubky nejsou zapotřebí žádné zvláštní znalosti, především je třeba dodržovat proces pájení a dodržovat doporučení. Vzhledem k tomu, že teplota páječky zároveň dosahuje vysokých hodnot, je nutné dodržovat bezpečnostní techniku, aby se zabránilo možnosti popálení.
NEPOUŽÍVEJTE polypropylenové trubky!







