Díky technickému pokroku v našich životech se objevují moderní materiály a technologie. Lehčí polypropylen (PP), který je nahrazen litinovými trubkami, se snadno montuje pomocí speciálního zařízení, nazývaného také "železo" nebo jednoduše - páječky.
Pro instalaci kanalizace se nejčastěji používají trubky o průměru stěn 110 a 50 mm. První z nich jsou určeny pro využití fekálních odpadních vod, druhá pro využití odpadních vod.
- Odrůdy svařovacích strojů (páječky) pro polypropylenové trubky
- Pájecí hroty ve tvaru meče nebo trojúhelníku
- Pájení válcového typu
- Výkon páječky pro svařování trubek
- Pájecí zařízení pro svařování polypropylenových trubek
- Termoregulátor
- Přezkoumání pájecích trysek
- Princip svařování polypropylenových trubek
- Popis postupu svařování
- Nuance svařování polypropylenových trubek
- Jak připravit tvarovky a trubky pro svařování
- Jak připravit páječku pro práci
- Náklady na páječku pro polypropylenové trubky nebo jak si vybrat svářečku trubek
- Video - Pájecí nástroje pro svařování polypropylenových trubek
Druhy svařovacích zařízení (páječky) pro polypropylenové trubky
Hlavní pracovní části (díly) Stroje pro svařování (pájení) trubek z polypropylenu metodou "výfukového potrubí" - jedná se o přímý topný článek - desku a desku z kovuotvory pro trysky (spojky a drony). Jedná se o způsob upevnění trysek a lišící se rozpouštědla pro polypropylen.
Úkolem páječky pro PP potrubí je udržovat teplotu ohřevu pracovních ploch na konstantní úrovni.
Pájecí nástroje ve formě meče nebo trojúhelníku

Pájecí hroty ve tvaru meče nebo trojúhelníku
Pájecí hroty s topným článkem připomínajícím trojúhelník nebo meč jsou u nás nejčastější. Pro toto pájení jsou trysky pro tento účel upevněny pomocí speciálně upravených otvorů.
Pájecí nástroje válcového typu

Pájecí válcový typ
\ tPájecí válcový typ (kulatý), který je častěji používán profesionály, než který byl zakoupen pro domácí použití. Pro tuto páječku je k dispozici sortiment trysek speciální formy. Od svařovacích válců se používají menší rozměry, stabilita provozní teploty a vyšší cena.
Veškerá páječka se prodává s nůžkami pro řezání polypropylenových trubek, několika trysek (spojek a rýpadel) pro pájení trubek různých průměrů, rozměrů pásky, úrovně atd.

Sada pro svařování polypropylenových trubek
Výkon páječky pro svařování trubek
Tento parametr závisí na rychlosti ohřevu trysek. Typicky, zařízení pro svařování polypropylenových trubek v domácím prostředí mají kapacitu 700 až 1200 W a jsou určeny pro připojení k síti s napětím 220 voltů. Pájecí výkon1200 W úspěšně zvládá svařování polypropylenových potrubí do průměru 125 mm. Čím menší je tedy průměr namontovaných trubek, tím je výkonnější páječka potřebná pro provoz.
Optimální teplota ohřevu trysek pro pájení polypropylenu je 260 ± 10 ° s. Pokud je teplota nižší, trubice bude obtížnější umístit na trysku a kvalita spojení (těsnost) bude nízká. Při větším zahřívání začíná proces degradace polypropylenu.

Pájecí stroj pro svařování polypropylenových trubek
Pájecí zařízení pro svařování polypropylenových trubek
Stroje pro pájení polypropylenových trubek se skládají z:
- případu;
- topný hřídel spojený s kovovou deskou, která má otvory pro trysky;
- termostatu;
- odnímatelné trysky s teflonovým povlakem;
- zvuková signalizace (ne všechny modely);
- knoflíky a podpěry pro pevnou montáž zařízení na stojan nebo svorku.
Termoregulátor
Termoregulátor na páječce pro svařování polypropylenových trubek je určen k ochraně zařízení (tena) před přehřátím a také k udržení stabilní teploty během provozu.
Není-li páječka kvalitní a termostat je nestabilní, může dojít k přehřátí trubek během procesu pájení nebo naopak, ne zahřátí. Proto, aby se předešlo závadám v díle, je nutné zakoupit páječku se stabilním termostatem opatřeným přesnou stupnicí stupňů.
Přehled pájecích trysek

Svařovací trysky
Trysky pro páječku jsou určeny pro ohřev a následné připojení výrobků různých velikostí. Trysky jsou vyrobeny metodou kovového lití a shora jsou potaženy teflonem nebo trvanlivějším metalizovaným teflonem. Svařovací trysky se skládají ze dvou částí, které se upevňují na různých stranách topné desky. Jedna část trysky je určena pro tavení armatury (tání uvnitř dílu), druhé - pro trubky (taví konec trubky zvenčí).
Klíčem k účinnému provozu je současná instalace a provoz několika trysek různých velikostí, které zabrání výměně trysek během instalace polypropylenových trubek.
Princip svařování polypropylenových trubek
Svařování polypropylenových trubek páječkou je následující: kontaktní části trubky a armatury se rychle zahřejí, po čemž se okamžitě spojí a zchladí ve vzduchu. Páječka pomáhá pevně spojit díly (v případě správné práce s přihlédnutím ke všem složitostem technologie).
Popis postupu svařování

Řezání polypropylenových trubek
\ t
Polypropylenová trubka a fitink jsou vloženy silou hrotu páječky, mohou vydržet 3-4 sekundy, dokud nejsou části zcela zahřáté
.Nuance svařování polypropylenových trubek
Jak připravit tvarovky a trubky pro svařování
Jedním z kroků při přípravě tvarovek a polypropylenových trubek pro svařování jeodmašťování tangenciálních povrchů dílů.
Trubky z hliníku a hliníku jsou připraveny k svařování takto:
- pokud je hliníková vrstva blízko povrchu, tj. Přímo pod dekorativní vrstvou z plastu, pak při přípravě na pájení je výztužná vrstva odstraněna z konců trubky holicím strojkem (s odnímatelným zařízením), aby bylo zajištěno řádné, trvalé spojení;
Pokud je hliníková vrstva blízko povrchu, tj. Přímo pod dekorativní vrstvou z plastu, pak se při přípravě na pájení odstraní výztužná vrstva z konců trubky holicí strojek (s odnímatelným zařízením), aby se zajistilo správné pevné spojení
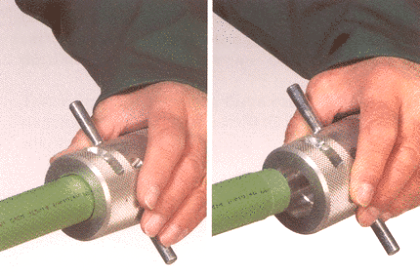
. - v případě, kdy je výztužná vrstva ve středu stěn polypropylenových trubek, je příprava prováděna speciálním nástrojem, který umožňuje řezání konců trubek vyčnívající vrstvou hliníku;
- někdy používám objímky k přípravě trubek pro pájení, které zajišťují obálku hran trubek polypropylenem, což zajišťuje těsnost spojení dílů.
Jak připravit páječku k práci
Příprava páječky pro práci je odstranit z pracovních ploch zbytků trysky polypropylen. Po čištění je stroj připraven k provozu.
Náklady na páječku pro polypropylenové trubky nebo jak si vybrat svářečku trubek
Samozřejmě přítomnost osobního svářečského domu pro polypropylenové trubky významně sníží náklady na opravy, protože volání specialisty a svařování trubek na jednom místě bude státasi tři sta rublů. Páječku je třeba volit obzvláště pečlivě a věnovat pozornost výrobci a zemi, kde byl stroj smontován.
Pokud si představujete dlaň mistrovství pájejících výrobců, pak budou na prvním místě české značky, například Dytron. Náklady na soubor začíná od tří tisíc rublů, ale kvalita je docela oprávněná vysokou cenou.
Turecká obrněná vozidla pro kontaktní svařování polypropylenových trubek zaujímají druhé čestné místo. Můžete si je koupit za 2-3 tisíc rublů. Nejúspěšnější poměr kvality a cenové politiky.
Poslední místo obsazují čínské a ruské páječky. Stojí kolem 900 až 1900 rublů, ale kvalita nechává mnoho být žádoucí.

Páječka pro svařování polypropylenových trubek