Měděné trubky se používají mnohem méně často než kov-plast nebo polypropylen. Ale díky komplexu výborných technických vlastností - tepelná vodivost, odolnost proti korozi a biologická odolnost se nacházejí v zásobování vodou, vytápění, klimatizaci.
Materiál měděných trubek je drahý, ale můžete ušetřit na instalaci. Například, pájení měděných trubek s plynovým hořákem je k dispozici každému, kdo chce vylepšit systém sám nebo provést opravy. Nabízíme užitečné materiály pro pájení - od výběru nástrojů až po konečnou úpravu spojů.
- Vlastnosti procesu pájení mědi
- Potřebné nástroje a materiály
- Podrobné pokyny pro pájení měděných trubek
- Krok # 1 - Krájení dílů
- Krok # 2 - sekce čištění a prodloužení
- Krok # 3 - Aplikace toku
- Krok # 4 - Detail připojení
- Krok # 5 - pájení na kapilární technologii
- Krok # 6 - Zpracování švu
- Doporučení zkušených řemeslníků
- Závěry a užitečné video k tématu
Vlastnosti procesu pájení mědi
Podstata pájky spočívá v hermetickém spojení dvou prvků měděného potrubí ohřevem a tavením spojovacího materiálu - pájky.
Po ochlazení tvoří cínová slitina spolehlivou, neoddělitelnou strukturu, která bude v budoucnu použita pro přepravu chladiva, studené vody, chladiva.
 Proces pájení mědipři instalaci zařízení pro ohřev vody. Vytápění se provádí ručním plynovým hořákem, jako pájka - cínový drát
Proces pájení mědipři instalaci zařízení pro ohřev vody. Vytápění se provádí ručním plynovým hořákem, jako pájka - cínový drát
Obecně se obvykle používá nízkoteplotní nebo jinými slovy měkké pájení, při kterém teplota plamene z plynového hořáku nepřesahuje 450 ° C. Pro ni se používá tavná pájka a maximální průměr potrubí není větší než 110 mm.
Měkké kapilární pájení je vhodné pro zařízení pro zásobování vodou a vytápění, ale ne pro přepravu plynu.
Potřebné nástroje a materiály
Aby se zajistilo, že spoje trubek nebo trubek jsou utěsněny a že neztratily svou použitelnost v průběhu času, mělo by se použít speciální nářadí a materiály vyrobené osvědčenými výrobci.
Doporučujeme pravidelně používat nástroje, které používáte ve specializovaných prodejnách, a zboží z čínských internetových obchodů bude přijato na jednorázovou práci.
Minimální sada pro kapilární pájení zahrnuje řadu přístrojů.
Galerie obrázků
Foto z
 Materiál potrubí musí obsahovat nejméně 99% mědi. Horké trubice se obvykle prodávají v zátokách o délce 25 m nebo 50 ma nechráněné s dráhami délky 3 m nebo 5 m.
Materiál potrubí musí obsahovat nejméně 99% mědi. Horké trubice se obvykle prodávají v zátokách o délce 25 m nebo 50 ma nechráněné s dráhami délky 3 m nebo 5 m. Pro domácí práce se ruční nástroj obvykle zakoupí z plynového propanu. butan Je vhodnější pracovat, pokud je k dispozici piezoelektrické čerpadlo, ohřívání plynu, nastavení plamene
Pro domácí práce se ruční nástroj obvykle zakoupí z plynového propanu. butan Je vhodnější pracovat, pokud je k dispozici piezoelektrické čerpadlo, ohřívání plynu, nastavení plamene Když je trubka rozdělena na prvkyUkazuje se, že běžná pila nebo elektrická řezačka jsou nerovnoměrné. Řezačka trubek poskytuje preciznost, přesnost, bez stubingu
Když je trubka rozdělena na prvkyUkazuje se, že běžná pila nebo elektrická řezačka jsou nerovnoměrné. Řezačka trubek poskytuje preciznost, přesnost, bez stubingu Pomocí expanzního kalibrátoru můžete zvětšit průměr na konci trubky. Ventilátor se používá k přípravě řezných trubek, aby se odstranil okraj otřepů, aby se kovový povrch hladký a hladký, aby se zúžila hrana
Pomocí expanzního kalibrátoru můžete zvětšit průměr na konci trubky. Ventilátor se používá k přípravě řezných trubek, aby se odstranil okraj otřepů, aby se kovový povrch hladký a hladký, aby se zúžila hrana
, aby se spoje bez použití spojek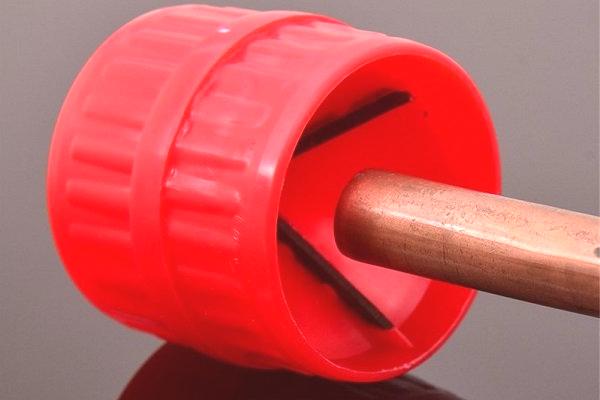
 Pájení doma se obvykle provádí cínovou pájkou. Nejlepším doplňkem k cínu jsou stříbro a měď, ale také slitiny s antimonem, vizmutem
Pájení doma se obvykle provádí cínovou pájkou. Nejlepším doplňkem k cínu jsou stříbro a měď, ale také slitiny s antimonem, vizmutem Před připojením měděných prvků je kontaktní místo namazáno tekutým nebo pastovitým tavidlem, které zajišťuje rovnoměrné šíření pájky v zóně Pájení
Před připojením měděných prvků je kontaktní místo namazáno tekutým nebo pastovitým tavidlem, které zajišťuje rovnoměrné šíření pájky v zóně Pájení S pevným kartáčkem z kovového kartáčku je vnitřní povrch trubky zpracován před nanesením pasty. Budete také potřebovat houbu nebo nasdashka - pro vnější povrchovou úpravu a hadry - pro odstranění přebytku tavidla
S pevným kartáčkem z kovového kartáčku je vnitřní povrch trubky zpracován před nanesením pasty. Budete také potřebovat houbu nebo nasdashka - pro vnější povrchovou úpravu a hadry - pro odstranění přebytku tavidla
 Měděné trubky požadovaného průměru
Měděné trubky požadovaného průměru Plynový hořák s regulací
Plynový hořák s regulací Řezačka trubek pro řezné prvky
Řezačka trubek pro řezné prvky
)  Vysílač pro bezmuftové připojení
Vysílač pro bezmuftové připojení Předřezávač pro odstranění horní vrstvy kovu
Předřezávač pro odstranění horní vrstvy kovu Pájka pro kapilární pájení
Pájka pro kapilární pájení Tavidlo nebo pasta pro zpracování mědi
Tavidlo nebo pasta pro zpracování mědi Štětec pro vnitřní povrch
Štětec pro vnitřní povrch
Pro snadnější použití je hořák někdy používán s rukojetí, pokudproces pájení se provádí na stole nebo na pracovním stole.
 Při připojování prvků již namontovaného potrubí se všechny činnosti provádějí pouze ručně. Jedna ruka obvykle drží hořák, v druhé je to doušek
Při připojování prvků již namontovaného potrubí se všechny činnosti provádějí pouze ručně. Jedna ruka obvykle drží hořák, v druhé je to doušek
K rychlému a účinnému vyčištění vnitřního povrchu trubky může být namísto ručního třmenu použit šroubovák.
Podrobné pokyny pro pájení měděných trubek
Pro vyplnění ruky se doporučuje trénovat na zbytečných kusech potrubí. Dostávat se do seriózní práce by mělo být dodrženo, když jsou všechny dovednosti zpracovány - stačí odříznout díl, správně s ním pracovat, používat plynový hořák. Proces pájení lze rozdělit do 6 stupňů.
Krok # 1 - Krájení dílů
Pokud potřebujete vyměnit potrubí nebo kompletně shromáždit systém voda /topení, potřebujete kousky měděné trubky různých délek.
Obvykle jsou spojeny s odpališti, rohy, spojkami. Také pomocí trubkové metody, ve které je jeden kus vložen do jiného, s prodlouženým koncem.
 Pomocí značkovacího materiálu - rulety a značkovače - změříme délku dílů potrubí. Každý milimetr je důležitý, proto se snažíme provést co nejpřesnější výpočty
Pomocí značkovacího materiálu - rulety a značkovače - změříme délku dílů potrubí. Každý milimetr je důležitý, proto se snažíme provést co nejpřesnější výpočty
Pak vezmeme trubku naříznutou a rozřízneme trubku na fragmenty požadované délky. Je-li práce prováděna na stole, je možné použít elektrický stroj nebo ruční model s velkým poloměrem zrychlení.
Pro práci v omezených případech, například v blízkosti zdi, se vejdepouze kompaktní ruční nářadí.
Existují komfortní provedení s ocelovými lopatkami. Snadno se používají: je nutné nosit trubku odříznutou od boku k předem určenému bodu řezu, upevnit západkový mechanismus a pak nástroj otočit kolem trubky.
 Pokud je správně zvolen řezač trubek, tj. U tenkostěnné mědi, konce trubek v místě řezu se nedeformují, ale budou rovné a ne šikmo
Pokud je správně zvolen řezač trubek, tj. U tenkostěnné mědi, konce trubek v místě řezu se nedeformují, ale budou rovné a ne šikmo
Doporučujeme, abyste neřezali všechny kusy najednou - možná během pájení se potrubí bude pohybovat, měnit jeho konfiguraci, délka některých částí bude muset být změněna.
Krok č. 2 - sekce pro čištění a prodloužení
Těsné uložení kovových částí a rovnoměrné rozprostření pájky jsou zaručeny pouze při maximálním čištění připojovací zóny.
Za tímto účelem zpracováváme oba sousední fragmenty jak na vnitřní, tak na vnější straně.
- Nejprve odstraníme zkosení, aby se zmenšila tloušťka kovu a připravila se hrana pro pájení. Za to, co používáme fašista - malý válcový nástroj.
- Pokud budou dva úseky potrubí připojeny přímo, zvětší se průměr hrany jednoho fragmentu o speciální nástrojový expandér.
- Pak vezměte kovový yorzhik a zpracujte vnitřek.
- S malou nástavbou s kovem nebo houbou, natírejte na vnější stranu lesku.
Rafinovaná a odmaštěná detailní zóna je dokonce vizuálně odlišná.
 VzorekZpracovaná měděná trubka pod pájením: od konce odstraněné mřížky se povrch očistí. Obvykle, když spojujete dvě části v jedné z nich, vnější strana je očištěna, druhá - vnitřní - v místě upevnění
VzorekZpracovaná měděná trubka pod pájením: od konce odstraněné mřížky se povrch očistí. Obvykle, když spojujete dvě části v jedné z nich, vnější strana je očištěna, druhá - vnitřní - v místě upevnění
Je-li použita spojka nebo roh, je nutné připravit oba konce před pájením, v odpališti všechny tři.
Krok # 3 - Aplikace Flux
Pro připojení měděných trubek používejte různé druhy tavidla a pasty. Jejich hlavním účelem - poskytnout kompletní plnicí pájecí plochu, při přípravě kovu a vyčistit ho od oxidů.
 Pasta nebo silnější gel, který se aplikuje vhodněji než kapalný tok. Hustá a viskózní hmota je rovnoměrněji rozložena na kovovém povrchu a netéká
Pasta nebo silnější gel, který se aplikuje vhodněji než kapalný tok. Hustá a viskózní hmota je rovnoměrněji rozložena na kovovém povrchu a netéká
Složení toku může být odlišné. Purifikační funkce se obvykle provádějí chloridem zinečnatým, kyselinou chlorovodíkovou nebo kyselinou boritou. Ochrana před kyslíkem zajišťuje přítomnost kalafuny, vosku nebo pryskyřice.
Kapalné roztoky se prodávají ve zkumavkách a pastách v malých plastových nádobách. Kartáč pro umístění kompozice je obvykle součástí, pokud ne, pak si můžete koupit jakoukoli alternativu v papírnictví - pro lepidlo nebo nátěr.
 Proces kreslení je poměrně jednoduchý: je nutné navlhčit štětec do pasty a aplikovat tenký, ale vyplní celou zónu přilehlé vrstvy na povrchu trubky
Proces kreslení je poměrně jednoduchý: je nutné navlhčit štětec do pasty a aplikovat tenký, ale vyplní celou zónu přilehlé vrstvy na povrchu trubky
Použití tlusté vrstvy je považováno za chybu - s úzkým kontaktem je extra pasta stlačena, stále je třeba ji odstranit.
Krok # 4 - Spojovací díly
Při připojení dvou segmentůpotrubí nebo armatury a trubice tavidla se obvykle aplikují na okraj vloženého dílu. Druhý prvek zpracovávající tok nedává smysl - při kontaktu je rovnoměrně rozložen na obou sousedních plochách.
Otáčíme díly vzhledem k sobě tak, že pasta je rozložena po kontaktní ploše, pak tkanina odstraňuje vnější část přebytku roztoku.
 Před pájením tavidla nebo pasty na kovovém povrchu by nemělo dojít k tomu, že pájka nebude proudit do mezery mezi díly, ale v opačném směru - podél trubky
Před pájením tavidla nebo pasty na kovovém povrchu by nemělo dojít k tomu, že pájka nebude proudit do mezery mezi díly, ale v opačném směru - podél trubky
Jakmile je spojení provedeno, je nutné pájku držet co nejdříve. Nechte dlouho připravené díly nedoporučujeme, aby pájecí pasta neztratila své vlastnosti.
Krok # 5 - pájení na kapilární technologii
Pro topné a vodní potrubí použijte nízkoteplotní kapilární pájení, resp.
Proces pájení probíhá v následujícím pořadí:
- zahrnují plynový hořák;
- nasměrovat plamen na místo spojení;
- pohybovat plamenem po celém povrchu pracovního prostoru, aby bylo zajištěno rovnoměrné ohřívání;
- , když se části zahřejí na teplotu tavení pájky, přivedeme ji na mezeru a dotkneme se několika míst tak, aby zcela vyplnila prostor mezi díly.
Pokud jsou všechny kroky správné, pájka po ochlazení by měla tvořit silně utěsněné spojení. Venku vypadá jako šev, který má jinou barvu.
 Připojení nízkoteplotní pájení by mělo ochladit přirozeně. V chladicí části je lepší se pohybovat, ale ještě není přesně odstranit přebytečný pájecí ochladí vlhký hadr
Připojení nízkoteplotní pájení by mělo ochladit přirozeně. V chladicí části je lepší se pohybovat, ale ještě není přesně odstranit přebytečný pájecí ochladí vlhký hadr
Schopnost použít hořák, a věnovat čas prezentovat, je důležité. Jakmile je zahřátý pájecí začíná být vtažena do mezery, je lepší odstranit, aby nedošlo k přehřátí podrobnosti.
Pokud máte pocit, že pájka tavit a nepotřebují ke zvýšení teploty znovu zvedněte hořák.
Kontrola těsnosti a pevnosti až po úplném ochlazení dílů.
Krok # 6 - švy
Zruční řemeslníci obvykle plynule pájení techniky a nosit ji jen po dobu jedné minuty. Proto se vztahují na pájku na jednom místě, a pak se šíří do spojovací zóně a nevystupuje z horní části.
, ale v praxi, a to zejména pro začátečníky, je pájka, tvořící jizvy dovnitř a ven. Domácí usazeniny mohou později vyvolat i exteriér nevypadá esteticky, a proto musí být odstraněn.
Čištění může být provedeno s brusným papírem, drátěným kartáčem nebo kartáče - stejné položky používané k přípravě pájky.
 Pokud odstranit pájecí zmrzlé části povrchu a oblast svařování bude hladká. Naučte se pájecí místo může být pouze barvy, což je obvykle odlišná pájka stříbrný odstín
Pokud odstranit pájecí zmrzlé části povrchu a oblast svařování bude hladká. Naučte se pájecí místo může být pouze barvy, což je obvykle odlišná pájka stříbrný odstín
Poté, co dokončovací údery - čistící zónaPájení - práce je považována za hotovou. Můžete pokračovat k dalšímu připojení.
Doporučení zkušených řemeslníků
Každá fáze pájení je doprovázena dodržováním řady pravidel, malých, ale důležitých nuancí. Jejich dodržování přímo ovlivňuje výsledek práce.
Galerie obrázků
Foto z
 Doporučuje se pracovat v ochranném oděvu, aby nedošlo ke zranění nebo popálení: při pájení natvrdo používejte rukavice, těsnou bundu a kalhoty, brýle nebo masku
Doporučuje se pracovat v ochranném oděvu, aby nedošlo ke zranění nebo popálení: při pájení natvrdo používejte rukavice, těsnou bundu a kalhoty, brýle nebo masku Neodporujte pro tak závažnou událost jako potrubní zařízení, pro použití improvizovaných zařízení - nože, pily, kladiva. Je lepší použít profesionální nástroj
Neodporujte pro tak závažnou událost jako potrubní zařízení, pro použití improvizovaných zařízení - nože, pily, kladiva. Je lepší použít profesionální nástroj Na sestavení velkého potrubí se věnuje mnoho času. Pro snížení procesu přípravy dílů pro pájení použijte elektrické nářadí - například šroubovák
Na sestavení velkého potrubí se věnuje mnoho času. Pro snížení procesu přípravy dílů pro pájení použijte elektrické nářadí - například šroubovák Připravte si spoustu ubrousků, hadrů nebo hadrů - technologie pájení vyžaduje odstranění přebytečné pasty a práci s čistými částmi. Příjemnější
Připravte si spoustu ubrousků, hadrů nebo hadrů - technologie pájení vyžaduje odstranění přebytečné pasty a práci s čistými částmi. Příjemnější Při použití úchytů nezapomeňte, že měď označuje měkké kovy a snadno se deformuje při silném mechanickém tlaku. Při upínání trubky neotáčejte úchyty síly
Při použití úchytů nezapomeňte, že měď označuje měkké kovy a snadno se deformuje při silném mechanickém tlaku. Při upínání trubky neotáčejte úchyty síly Upravte teplotu spalování tak, aby nedošlo k přehřátí. Současně je nutné sledovat dostatečné vytápění, jinak se pájka jednoduše neroztaví
Upravte teplotu spalování tak, aby nedošlo k přehřátí. Současně je nutné sledovat dostatečné vytápění, jinak se pájka jednoduše neroztaví Použijte speciální zařízení pro kapilární pájení. Liší seskutečnost, že se ohřívá z horkých měděných dílů, nevyžaduje další ohřev, se rychle rozprostírá po ploše naplněné pastou
Použijte speciální zařízení pro kapilární pájení. Liší seskutečnost, že se ohřívá z horkých měděných dílů, nevyžaduje další ohřev, se rychle rozprostírá po ploše naplněné pastou Po úplném ochlazení kovu je nutné zkontrolovat pevnost spoje - zkuste táhnout díly na stranách, otočte je. Pokud je pájka provedena správně, položky nelze oddělit ručně
Po úplném ochlazení kovu je nutné zkontrolovat pevnost spoje - zkuste táhnout díly na stranách, otočte je. Pokud je pájka provedena správně, položky nelze oddělit ručně
 Rukavice a brýle - bezpečnostní opatření
Rukavice a brýle - bezpečnostní opatření Speciální nářadí pro vysoce kvalitní pájení
Speciální nářadí pro vysoce kvalitní pájení Elektrické nářadí Zvýšení rychlosti
Elektrické nářadí Zvýšení rychlosti Čisticí utěrka a hadřík
Čisticí utěrka a hadřík Svěrák jako držák potrubí
Svěrák jako držák potrubí Plynový hořák s regulací
Plynový hořák s regulací Pájení pro pájení
Pájení pro pájení Silný šev na konci procesu pájení
Silný šev na konci procesu pájení
Zajistěte, aby během procesu pájení nebyla armatura nebo potrubí pod zatížením - roztavená pájka se bude rovnoměrněji šířit.
Po provedení všech prací se ujistěte, že jste z potrubí odstranili zbytky tavidla tak, aby měď nezačala prasknout a oděv a nářadí okamžitě vyčistěte.
Závěry a užitečné video k tématu
Mistrovská třída pro pájení jasně:
Vstřikování do potrubí pomocí pájení:
Vlastnosti vysokoteplotních pájecích trubek pro klimatizační zařízení:
Technologie pájení je dostupná všem zájemcům, protože nevyžaduje složité dovednosti nebo speciální znalostní zavazadla. Můžete dosáhnout dovedností v několika praktických hodinách a získat materiály a nástroje na nejbližším stavebním trhu.
Ale při vývoji systémůtopení nebo dodávku vody doporučujeme začátečníkům, nicméně, získat pomoc od zkušenějších montérů, protože chyby pájek se mohou proměnit v nehody a dodatečné náklady .