Pájky mohou být použity v různých průmyslových odvětvích a mají různorodou formu výroby: šálky, drát, pruty, fólie atd. Chemické složení použité pájky závisí na tom, jaký je požadovaný bod tání, typ spojovacích dílů a jejich velikost a velikost. z jiných parametrů.
Čipy mohou být založeny na následujících kovech:
- cín;
- stříbro;
- zinek;
- antimon;
- olovo;
- měď.
Je důležité poznamenat, že pájka by měla mít nižší teplotu tání ve srovnání s kovy, z nichž se vyrábějí hlavní složky, pouze mírně zahřáté v procesu pájení a nepodléhající deformaci. Tím je pájka mnohem výhodnějším způsobem spojování než svařování.
Teplota tání mezi pájkami je následující: nízké tavení (145 až 450 ° C), tání (do 1100 ° С) a vysoké tavení (do 1850 ° С). Lehké jsou určeny pro měkké pájení, tavení a vysoké tavení - pro pevné pájení.

Pevná pájka pro měděné trubky
\ tKromě pájky se k ochraně pájených povrchů oxidace používá tzv. Tavidlo používané pro pájení. Pro získání pevného spojení metodou pájení je důležité zvolit přesně pájku a tavidlo.
- Proč potřebujete omáčku a dávky
- Na kterých fyzikálních a chemických procesech je pájka založena
- Pájení měděných trubek. Druhy pájení
- Video - Pájení měděných trubek
Proč potřebujete omáčku a dávky

Pájení měděných trubek
\ tPolévkanutné získat pevný šev. Často, bez ní, nemůže být vyloučen proces spojování trubek různého použití, včetně mědi.
Na kterých fyzikálně-chemických procesech je pájení založeno

Měděné trubky s roztečí
\ tPři pájení sraženiny, když se zahřeje, se nejprve změkčí a pak se změní na kapalný stav. Tento teplotní interval se nazývá zóna tavení pájky. Spojovací díly se při pájení zahřívají, ale neuvádějí je do kapalného stavu. Proces tavení kapalné pájky nastává, když se teplota pájky zvýší nad její teplotu tání. Jedná se o tzv. Pracovní teplotu. Roztavená pájka poškozuje kov, který způsobuje, že spojení proudí, a eliminuje mezery mezi připojenými měděnými trubkami.
Doba pájení nebo doba od zahřátí místa adheze do okamžiku, kdy se pájka přemění na pevný stav, krystalizuje, je v průměru 4-5 minut. Je také nezbytné, aby pájecí nástroj generoval tolik tepla, že roztavená pájka reaguje během 2 minut ohřevu se spojenými povrchy. V tomto případě se tavidlo a jeho části nepřehřívají.
Během pájení vstupuje pájka do fyzikálních a chemických interakcí s měděnými trubkami. Tato schopnost se nazývá pájení.
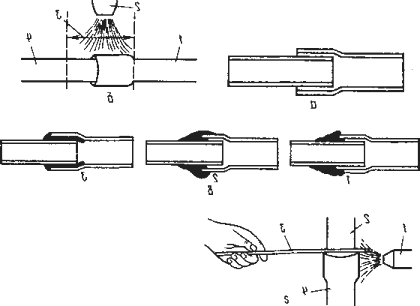
Samotná povaha všech fyzikálních a chemických procesů vyskytujících se v pájení je velmi složitá a není zcela zkoumána. Celý postup pájení však lze stručně popsat následovně. Stupně přípravy při vytváření spoje lze považovat za zahřívání, tavení a smáčení,nebo kontakt tekutého kovu s vyhřívaným povrchem součásti. V důsledku smáčení pevného kovu kapalinou je povrch z pevné látky nahrazen pevnou fází kapalina-pevná látka. V něm jsou rozptyl roztoku, difúze a chemické procesy interakce kapalné pájky a jsou kombinovány s detaily (měděné trubky). V důsledku toho se vyplní všechny mezery, vytvoří se pevné spojení mezi pájkou a součástmi. Po precipitaci krystalizuje v procesu chlazení a vzniká šev.
Pájení měděných trubek. Druhy pájení
Měď je díky své slabé tendenci koroze dokonale pájena. V tomto případě není třeba používat těžké dělostřelecké fondy k přípravě propojené plochy. Stříbro, cín a další kovy a slitiny jsou nejlépe kontaktovány v procesu pájení s mědí.

REMS měděná trubka páječka
Měděné potrubí využívá kapilární pájku založenou na jevu kapilárnosti, tj. Možnosti proudění tekutiny úzkými kanály v důsledku adheze, a to i ve směru opačném k působení gravitace. Díky této vlastnosti může tryska rovnoměrně zaplnit mezery bez ohledu na polohu trubek.
Pájení při pájení
Současně může být pájení prováděno s použitím jak tavných pájek, tak středního a vysokého tavení. První z nich je vyrobeno z nízkoteplotního pájení, druhé a třetí jsou nezbytné pro vysokoteplotní pájení. Volba pájky závisí na provozních podmínkáchhotového potrubí.

Páječka pro měděné trubky
\ tPro tavitelnost se také nazývají měkkou pájecí cín, stejně jako slávu, ve které je hlavní složkou: cín-stříbro, cín-měď, cín-měď-stříbro. Tento typ také zahrnuje pájení na bázi olova. Je však toxický, proto není při instalaci přívodu vody pro pitnou vodu přípustné použití rozpouštědel s tímto kovem. Navzdory tomu, že měkká pájka není zvláště silná, s kapilární pájkou, a to i při použití nízkoteplotní pájky, je možné získat vysoce pevné sanitární trubky. Pro připojení měděných trubek, jejichž průměr je 6 -180 mm, se používá pájení lehkým tavením. Preferují z jednoduchého důvodu, že pracují při nízkých teplotách. Při vysokých teplotách může měď ztratit svou tvrdost.
Slinování a pájení s vysokým bodem tavení se kombinují pod názvem "tvrdá pájka". Pro vysokoteplotní pájení měděných trubek používáme pájky z mědi a stříbra a některé další kovy. Umožňují získat trvanlivý a odolný vůči působení vysokých teplot a tlakového švu.
Rozpouštědlo měď-fosfor L-CuP6
Nejoblíbenější z nich:
- stříbro;
- měď-fosfor;
- měď-stříbro-zinek.
Poslední dva nevyžadují použití tavidla.

Tavidlo pro pájení mědi, hliníku a jiných kovů
\ tHlavní výhodou tuhých pájek je pevnost a vysoká teplotní stabilita výsledných spojů.Vysokoteplotní pájení se provádí spojením měděných trubek o průměru 6-159 mm, při přívodu vody nesmí být průměr trubek spojených touto pájkou menší než 28 mm
V praxi se mezi měkkými rozpouštědly, nejoblíbenějšími cín-měď, používají pájky mědi a fosforu častěji ve spojení s měděnými trubkami. Přesné složení jejich výroby a procento složek se liší u různých výrobců.