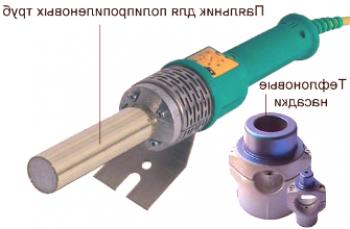
Polyetylenové trubky (HDPE) o průměru 20 až 1200 mm byly rozšířeny díky jejich výhodám a snadnosti instalace. Používají se pro pokládku plynových a vodovodních potrubí, vnitřní, vnější, dešťové kanalizace. V závislosti na zamýšleném účelu mohou být polyethylenové trubky natlakovány nebo bez tlaku. Druhý je použit pouze pro kanalizační systémy.
Trubky z polyethylenu mohou být spojeny třemi způsoby, z nichž jeden je dělený (spojení s přírubami a armaturami), ostatní dva jsou svařeny neodnímatelnými (svařeny speciálními zařízeními lakovanými nebo elektromulovanými). Svařované spoje jsou nejsilnější, švy jsou vzduchotěsné, odolné vůči chemicky agresivním prostředím.
- Přípravný proces před svařováním trubek IPA
- Elektrosvařovací svar
- Princip metody elektromotorického svařování
- Technologie svařování pro trubky IPD elektromotorem
- Video - Elektro-tlumené svařování trubek PND
- Svařování IPD trubek vlastními silami
- Technologie svařování na tupo polyethylenových trubek
- Video - Šicí svary polyethylenových trubek
Přípravný proces před svařováním trubek IPA
Bez ohledu na typ svařování trubek IPP by měla být před zahájením práce provedena řada přípravných opatření. Konkrétně:
- obstarat a přivést trubky a spojovací prvky (přímé armatury, úhly, odbočky a další spojovací prvky), svorky aredukční vložky odpovídající průměru svařovaných trubek;
- uspořádat a uvolnit z cizích předmětů pracovní plošinu, na které bude svařovací zařízení umístěno;
- mechanicky ovládat konce IPD trubek a všech tvarovek.
Svařovací zařízení před prací by mělo být důkladně zkontrolováno z hlediska provozuschopnosti a výkonu. Pořadí přípravy zařízení je následující:
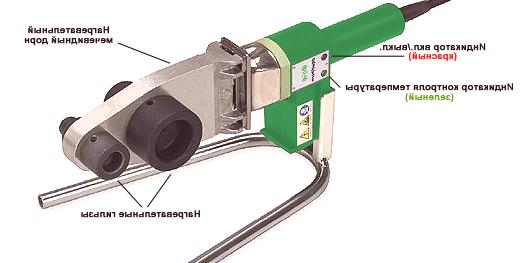
- vizuálně zkontrolujte uzly svářecího přístroje, uzemnění a elektrické vodiče se kontrolují z hlediska provozuschopnosti, zkontrolujte nože tužky na stupeň ostření;
- dále připravit elektrický generátor, doplnit palivo palivem a provést zkoušku zahrnutí;
- části zařízení (škrabka, hlavička, ohřívač) jsou před prací očištěny od nečistot a stop připojeného polyethylenu, poté jsou všechny povrchy odmastěny rozpouštědlem;
- na hydraulickém systému svařovacího zařízení nutně zkontrolujte přítomnost oleje a jeho úroveň, provádět zkoušky na pracovní kapacitu pohyblivé upínací zařízení, po kterém namazat všechny části tření zařízení se speciálními kompozicemi;
- provede kontrolu všech dostupných měřicích přístrojů.
Svařovací elektromotory

Svařované elektromotory
Srovnáním elektro-vazby a svařování spojů je první z nich ekonomicky méně výhodné, ale je velmi výhodné, když je práce prováděna za obtížných okolností s minimálním pracovním prostorem. Elektro-mufle svařování častoPoužívá se pro opravy trubek IPD (zejména trubek o průměru do 160 mm) a rozvětvovacích instalací v již existujícím potrubí. Svařované švy po kvalitní práci vydrží tlak až 16 atmosfér.
Princip metody elektromotorického svařování

Přístroje pro elektromotorické svařování trubek z polyethylenových trubek
\ tElektromotor je tvarovaný kus z polyethylenu s elektrickou spirálou implantovanou v případě spojky. Spojky jsou vyrobeny pro trubky různých průměrů a kalibrovány čárovým kódem, který udává podmínky teplotního režimu, dobu ohřevu a další informace pro práci. Pokud se provádí přímočaré svařování trubek IPD, mufle se používá v jednoduchých formách, pro instalaci jiných konstrukcí se používá elektrifikovaný teflon, sedlové kohoutky a další části z polyethylenu s podobnými elektrospiremi.

Montážní díly pro instalaci polyethylenových trubek
Princip je následující: poté, co je elektrický proud přiváděn do spřahovací cívky, dochází ke zvýšení teploty okolní vrstvy polyethylenu a jeho tavení. Poté se konce polyethylenové trubky pod spojkou zahřívají. V tomto případě se trubka rozpíná a vytváří nezbytný tlak pro vysoce kvalitní svařování. Po odpojení napájecího zdroje je potrubí ochlazeno a svarový spoj s navařenou spojkou, tuhnoucí, tvoří pevné utěsněné spojení.

Potrubí v sekci po elektrosvařování
Svařovací technika pro trubky IPDelektroinstalace
Před procesem svařování připravte: odstraňte nečistoty z potrubí, vyčistěte jejich okraj, odmastěte vnitřní povrch elektromotorické síly.
Poté se hrany trubek zasunou do spojky a celá tato konstrukce se upevní do polohovacího zařízení.
Pro nalezení svařovacích parametrů přečtěte čárový kód na tvarovaném dílu nebo ručně zadejte požadované hodnoty na elektrickém svářeči.
Kontakty elektromotoru a svařovacího stroje jsou propojené a napájecí napětí.
Na konci procesu připojení jsou spojky a konce trubek vypnuty přívodem elektrické energie a konstrukce je ponechána vychladnout, přičemž se přísně dodržují její nemovitosti. Po ochlazení trubky se vytáhne z polohovacího zařízení a vytiskne se protokol svařování.
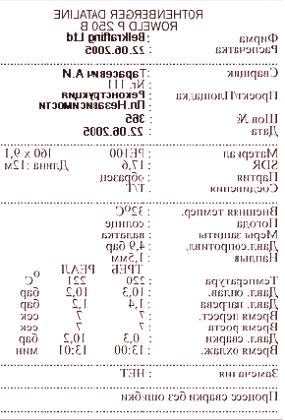
Svařovací protokol
Má-li svařovaná trubka velký průměr, může být předmět přidán k technologii pro dodatečné ohřívání dílů.
Video - Elektro-tlumené svařování trubek IPA
Svařování IPD trubek vlastníma rukama

Zařízení pro svařování na tupo, IPA
Svařování je technologicky složitější než připojení IPD trubek s elektromotorickou silou. Práce může být provedena pouze s kvalifikací svářeče a příslušnými pracovními zkušenostmi.

Zařízení pro svařování na tupo z polyethylenových trubek
\ tV případě vzpěru vzniká monolitický šev, který nevykazuje technické parametry jiných povrchů polyethylenových trubek, neporušujeflexibilita designu. Tímto způsobem připojte k sobě trubky, stejně jako kování a další díly.

Schéma svařování na tupo
Svařování kompozitů se používá pouze pro připojení dílů stejné jakosti polyethylenu, průměru, SDR s tloušťkou stěny větší než 4,5 mm a průměrem větším než 50 mm Teplotní režim provozu musí odpovídat rozsahu od -15 ° C do + 45 ° C.
Technologie svařování na tupo z polyethylenových trubek
V přípravné fázi zkontrolujte oválnost polyethylenových trubek, porovnejte tloušťku jejich stěn, soulad SDR svařovaných dílů. Poté, od konce narazí na čipy, nerovnosti (je možné použít elektrickou pilu, která řeže trubky pod úhlem 90 °), očištěna od znečištění (prach, písek, vlhkost, atd.).
Potrubí je instalováno v centralizátoru, přičemž vzdálenost mezi konci je asi 4 cm.
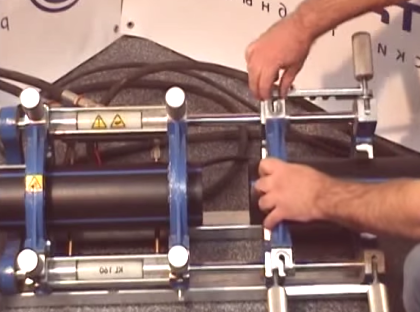
Potrubí je instalováno v centralizátoru, přičemž vzdálenost mezi konci je asi 4 cm
.Poté se vytvoří primární mřížka roztavením konců trubek na svařovacím stroji.
Ohřívač ovlivňuje konce IPD potrubí. V tomto případě se teplo šíří hluboko do polyethylenu, začíná proces jeho tavení.
Po určitém čase, kdy se topná část svářečky drží na koncích trubek, která se volí v závislosti na velikosti a tloušťce výrobků, se opatrně odstraní a vytápěné trubky se propojí. Je důležité, aby doba potřebná k odstranění svařovacího stroje akanály vyhřívaných konců trubek byly minimální.
Na horkém polyetylénu se po dokování vytvoří konečná mříž. Správný tlak zajišťuje stroj s hydrodynamickým dopravníkem.
Když je polyethylen chlazen, vznikne rovnoměrný utěsněný šev - svazek. V případě chyb v procesu /instalaci se šev ukáže být heterogenní nebo zakřivený. Je důležité se vyhnout posunu stěn trubek vůči sobě o více než 10% tloušťky jejich stěn.
Vzhled správné a omylem svařované trubky LNG
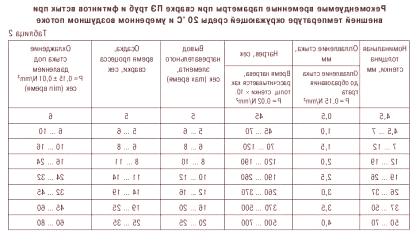
Tabulka s doporučenými časovými parametry pro můstkové svařování polyethylenových trubek