Obsah článku

výrobní zařízení
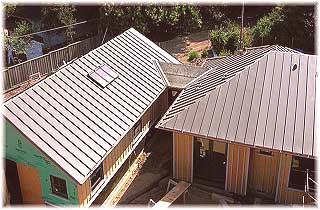
\ tDnes je výroba vlnité lepenky považována za jednu z nejvyhledávanějších stavebních technologií. Výsledné profily se používají jako střešní krytiny, jakož i materiály pro výrobu stěnových konstrukcí. Kromě toho, vlnitá lepenka je klíčovým prvkem v "rychlé" instalaci průmyslových budov, hangárů nebo obchodních pavilonů, stejně jako výstavba dočasných nebo trvalých plotů. Vlnitý plech by měl splňovat speciální stavební požadavky, které určují jeho kvalitu.
?
- Vlastnosti výroby profilovaných
- Výroba vlnitých plechů vlastníma rukama (mechanické ohýbání plechu)
- Průmyslová linka pro profilovanou výrobu
Vlastnosti výroby profilovaných
Je zřejmé, že kvalitní materiál nelze získat bez vhodného vybavení - proto se podnikání ve výrobě vlnité lepenky může nejprve zdát nákladné, ale rychle se vyplatí. Využití nekvalitního vybavení pro výrobu vlnité lepenky bude mít za následek nesrovnalosti v geometrických rozměrech a tvarech.
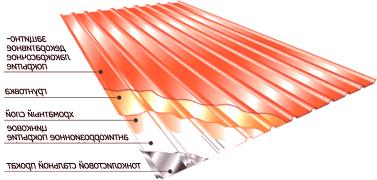
vrstvy vlnité lepenky s povlakem
Pro dílny, kde se plánuje instalace výrobní linky, existuje řada požadavků:
- přítomnost portálového jeřábu nebo jinéhozařízení pro zvedání nákladu
- teplota v obchodě nesmí klesnout pod +4 stupňů
- přítomnost poměrně prostorných skladů pro umístění ocelových válců a hotových zakázek .
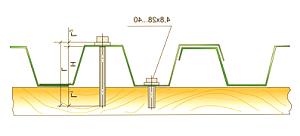
V závislosti na účelu může být podklad pro výrobu profilového plechu potažen nebo ne. Například, výroba vlnité lepenky používané pro střechu, jako surovina používá tuhé oceli tvářené za studena. Je-li cílovým místem přijímaného materiálu - vnější práce, pak se v tomto případě použije surovina s nátěrem. Nepotažený profil se používá při stavbě betonového bednění.
Lze použít i prémiovou ocel - v tomto případě jde o uvolnění profilu s tloušťkou zinkového povlaku 20-26 mikronů. Snížení tloušťky povlaku dvakrát za účelem úspory surovin je nepřijatelné - povede k předčasnému opotřebení materiálu.
Na základę tęchto pożadavkû by se výroba vlnité lepenky vlastními rukama męla provádęt pouze s poużitím vysoce kvalitních surovin, které mají prvotřídní povrstvení. Je žádoucí, aby zařízení používaná v práci byla produktem známých strojírenských firem.
?
Výroba vlnité lepenky vlastními rukama (mechanické ohýbání plechu)

ohýbání rukopisu
\ tProfesoři představují ohnutý profil z něj tvořený vlnitým lichoběžníkovým tvarem. Výroba takového kovového profilu profilováním za studena pomocí ručně vyrobeného stroje pro výrobuvlnité lepenky nebo prostě prostěradla.
Pozor! Ruční stroj (ohýbání plechu) umožňuje práci s pozinkovanou ocelí v tloušťce do 0,5 mm.
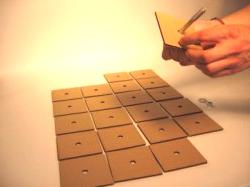
Mechanické ohýbání plechu se používá pro umělou výrobu a je určeno k výrobě krokví, bruslí, římsových prutů nebo plechů z vlnité lepenky v malém formátu. Technické vlastnosti listového listu:
- délka listu - do 2 metrů
- tloušťka 0,5 mm
- úhel ohybu - do 150 stupňů
Princip funkce: pozinkovaný plech je umístěn na podlaze, upevněn upínacím páskem a pomocí páky je nastaven požadovaný úhel plechu. Takový stroj má relativně malé náklady, ale nedoporučuje se pro práci s fóliemi z polymerního povlaku z důvodu vysoké pravděpodobnosti poškození.
?
Průmyslová linka pro profilovanou výrobu
Výroba vlnité lepenky ve velkých objemech s rozdílnou geometrií profilu zahrnuje použití metody válcování za studena.
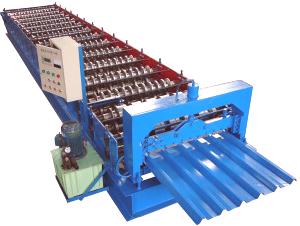
průmyslová linka
Typická linka pro výrobu vlnité lepenky obsahuje pět základních zařízení:
- odvíječ - je zde hřídel, na kterou je umístěn a následně držen plech z ocelového plechu.
- Vlastní profilování aplikované na páskový materiál se provádí na hlavním prvku linky - tvarovacím stavu.
- Programování parametrů, zařazení a deaktivace zařízení se provádí pomocí řídicí jednotky.
- Řez hotového profilu na rozměrových fóliích se provádí na gilotinových řezechnůžky
- Recepce ve většině případů odpovídá rozměrům vyráběného plechu. V této části se vyrábí stohování a balení hotových výrobků, tj. Příprava k odeslání.
Stav válcování je vybaven speciálními klecemi, které jsou upevněny na lůžku symetrickými páry hřídelů. V důsledku mechanického stlačení klecí a vzniku zvlnění dochází. Čím větší je počet klecí zapojených do výroby profilového plechu, tím je vytvořen hlubší profil. Současně stát nejen plní základní technologické operace, ale slouží také jako zázemí pro další zařízení - gilotinu a elektronickou řídící jednotku.
Technologie výroby vlnité lepenky samozřejmě zahrnuje nutně řezání nůžek na gilotiny. Takové nůžky by měly opakovat geometrii profilu na výpusti a mohou mít jak hydraulický, tak elektromechanický nebo pneumatický ovladač (ten je zřídka používán). Kvalita těchto nůžek do značné míry závisí na konečné kvalitě výrobků.Je třeba poznamenat, že cena obráběcího stroje pro výrobu profilového listu závisí především na jeho konfiguraci a pohybuje se od 645 000 do 850 000 rublů.
Řídící jednotka umožňuje ovládat činnost všech mechanismů a zařízení. Pomocí tohoto bloku můžete nastavit počáteční tloušťku plechu a typ povlaku a také specifikovat požadovanou délku plechu. Mnoho linek používá automatický bezpečnostní systém - senzory, které v tomto případě systém vypínajíNouzové situace.
Hlavními výhodami průmyslové metody ve srovnání s ruční metodou jsou:
- ideální geometrie profilu
- list dostává v důsledku toho jediné napětí napříč šířkou - nebude praskat podél linií ohybů
- nedochází k opětovnému zachycení - přetvoření v důsledku nepřesností v geometrii