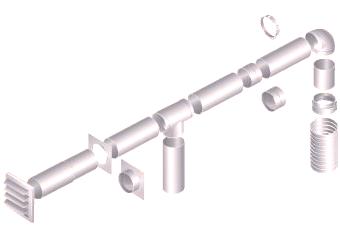
Polymerní materiály nahrazují tradiční kov ze stavebního trhu. Mnoho vývojářů, kteří si vybrali dodávku vody, topení z polyethylenu, poly-butylenu, polypropylenu, po nákupu, je problém,jak pájet plastové trubky . Technologie je jednoduchá, nevyžaduje školení, spíše malou praxi, půl metru kus potrubí, nákup páječky s minimálním vybavením. Instrukce pro svařovací zařízení vám umožní pracovat okamžitě, časový harmonogram pro ohřev spojů v závislosti na tloušťce stěny výrobku poskytuje vysokou kvalitu švu.

Pokyny pro pájení plastových trubek doma
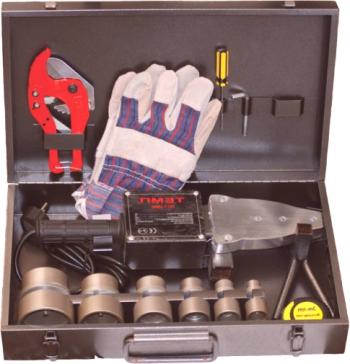
Nejjednodušší instrukce pro pájení plastových trubek je následující:
- svářecí zařízení je instalováno na dodaném stojanu, zapnutém do sítě
- v pájecím otvoru objímky je nastavena
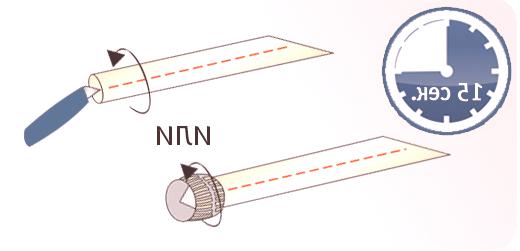
- připravit konce - trubka musí být vyříznuta, odstranit zkosení, použít značku rizika pro kontrolu hloubky ponoření do spojky
- zařízení signalizuje zvuk až do 270 stupňů se zvukem
- spojka je oblečená na jedné straně rukávu, trubka je vložena do otvoru v odpovědi
- pro zahřívání času zvoleného v tabulce (10 - 4 sekundy) je zakázáno otáčení dílů v krytu během instalace i během pohotovostního režimu .
- tavené konce jsou svázány bez posouvání k rizikům značek, pevné po dobu několika sekund .
- proces se opakuje pro odpovídající stranu mufle, druhý kus trubky .
Po několika spojeních se technologie stáváje to pochopitelné, a po sestavení topného okruhu se uživatel naučí tajemství,jak přijímat plastové trubkyna nepohodlných místech. V praxi se obvykle vytvářejí jednotlivé obrobky, finální sestava (poslední dva spoje) se vyrábí lokálně.
Sání potrubí elektrickou spojkou
Elektromotorická technologie je jednodušší než předchozí, pro každého, kdo ví, jak pájet plastové trubky způsobem popsaným výše, není nic složitého. Chyby jsou zcela vyloučeny díky zabudovaným spirálovým tělesům, programům uvnitř zařízení. Technologie vypadá trochu jinak:
- jsou řezány, zpracovány pod zkosením hran obou trubek (zdvojnásobení produktivity)
- konce jsou také odmašťovací, kontrolní rizika eliminují potřebu .
- ve značné délce částí potrubí, svorky (mechanické, páskové)
- zařízení je součástí sítě, tabulka je otevřena v instrukci nebo je čtečka čárového kódu čtena z každého obrobku
- tón signalizuje připravenost pájeného zařízení .
- elektrody jsou připojeny ke štěrbinám na těle spojky, doba ohřevu je nastavena automaticky nebo ručně .
- po několika sekundách se na monitoru zobrazí informace o dokončení procesu .
- negativní výsledek nastane v zkratu, vada spojek v mufle, v jiném svařování je bezchybná
Po první, je zcela jasné, jak klapky plastové trubky. Tato volba vám umožňuje sbírat kontury předem a střídavě spínat elektrody ze spojkyspojka Zvýšení rychlosti bez ztráty kvality. Flexibilní spoje se stávají cenově dostupnějšími, jedinou nevýhodou tohoto způsobu jezvýšené náklady spojky . Elektromotorické přístroje jsou levnější, méně kompaktní, nehrozí nebezpečí poškození povlaků vyhřívanou pájecí skříní. Nedokonalost první metody (svařování malých průměrů) není v tomto případě přítomna. U velkých trubek je nutné zvýšit spolehlivost upevnění v době instalace, ohřevu spojky.