Svařování plastových trubekzajišťuje vysoce kvalitní utěsnění spoje, vypadá úhledně, rychle se provádí. Příprava konců dokovacích výrobků je usnadněna plastickostí materiálu, speciálním ručním nástrojem (nůž, zařízení pro odstranění zkosení). Pro zvýšení spolehlivosti švu jsou hrany výrobků ošetřeny technickým alkoholem. Elektrické spojky mají zabudovanou desku tělesa s topnými tělesy. Napětí je přiváděno, těleso spojky fixuje trubky bez jakýchkoliv dodatečných úprav. Trubky velkých průměrů spojují agregáty, ve kterých jsou výrobky upevněny mechanickými svěrkami.
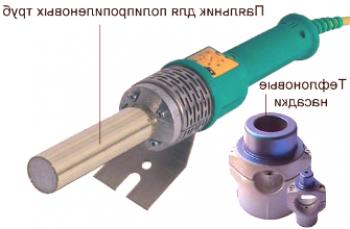
 Svařování plastových trubek v obložení
Svařování plastových trubek v obložení
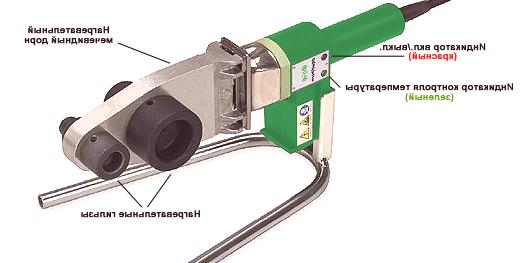
Proces je popsán v příručce déle, než se děje.Plastové trubky pro samosvařovánínemusí studovat, stačí několikrát použít doporučení odborníků pro upevnění dovedností:
- příchytky jsou připevněny k páječce, teplota je nastavena na 170 - 250С
- v tomto okamžiku vizuálně těsně kontrolovaný stav spojovacích konců trubek .
- je-li třeba, je řezná linie vyrovnána, zkosení je odstraněno, povrch je odmaštěn alkoholem
- pípnutí signalizuje dosažení požadované teploty trysky
- , které se na trysce trochu opotřebení před trubkou, na konci potrubí nebezpečí, které zajistí ponoření do požadované hloubky, druhá značka - požadovaný úhel natočení
- rotující části trysky během ohřevu mohou snížit kvalitu připojení
- Doba ohřevu je převzata z tabulky v závislosti na průměruvýrobky, tloušťka stěny \ t
- v okamžiku připojení potrubí /armatur je rotace dílů zakázána, tlak by se měl vyskytovat pouze v jedné rovině k omezujícímu riziku, které v první fázi představuje značkovač
Svařování plastových trubek 110 mm trvá 10 sekund, 75 mm, 63 mm se upne za 8 sekund, 50-32 mm za 6 sekund, potrubí 25-16 mm se svařuje za 4 sekundy. Pořízení zařízení pro integrální propojení tohoto typu potrubí je ekonomicky výhodné pro získání vlastnictví stavby chat, chalup. V ostatních případech se doporučuje zapůjčit páječku nebo najmout stavební dělníky k provedení prací. Vnější dálnice jsou 110, 150 mm,důlních hřídelí , 300, 600 mm, vyžadují rozsáhlé profesionální agregáty. Tyto práce nelze provádět sami.
 Svařování plastových trubek elektrickými spojkami
Svařování plastových trubek elektrickými spojkami
Elektro-objímky jsou kování s vnitřními kontakty, topné desky.Svařování plastových trubekv této variantě je jednodušší než předchozí metodika, školení trvá několik minut, pro praxi je to poněkud půl metrový kus potrubí, několik spojek. Kromě hlavního vybavení se zde používají pomocná zařízení:
- polohovadla - nejoblíbenější jsou řemeny, mechanické modely určené k upevnění, odstranění ovality okraje dokovací části na každé straně
- UTOS zařízení - odstranění vrstvy oxidu, zkrácení doby ohřevu na stav plastového materiálu
 Svařování plastových trubek těmitoPřístroje jsou co nejjednodušší - elektronika nezávislečte čárový kód z potrubí , armatury, programuje dobu ohřevu, kontakt, teplotu. Porucha technologického procesu způsobená přemístěním dílů, vypálením topného tělesa, CF, dalšími faktory zobrazenými na displeji se duplikuje zvukem. Na tomto displeji se zobrazí informace o kvalitě připojení. Vzhledem k tomu, že je kompatibilní se systémem Windows, mohou být data o veškerém svařování velkých objektů zpracována lokálně nebo vzdáleně.
Svařování plastových trubek těmitoPřístroje jsou co nejjednodušší - elektronika nezávislečte čárový kód z potrubí , armatury, programuje dobu ohřevu, kontakt, teplotu. Porucha technologického procesu způsobená přemístěním dílů, vypálením topného tělesa, CF, dalšími faktory zobrazenými na displeji se duplikuje zvukem. Na tomto displeji se zobrazí informace o kvalitě připojení. Vzhledem k tomu, že je kompatibilní se systémem Windows, mohou být data o veškerém svařování velkých objektů zpracována lokálně nebo vzdáleně.